Classifications
Type |
N/A Blank Finished |
Shape |
N/A
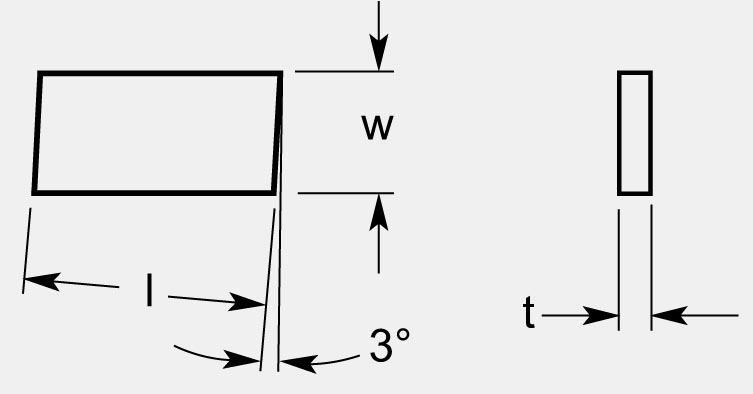 A - Parallelogram 85° 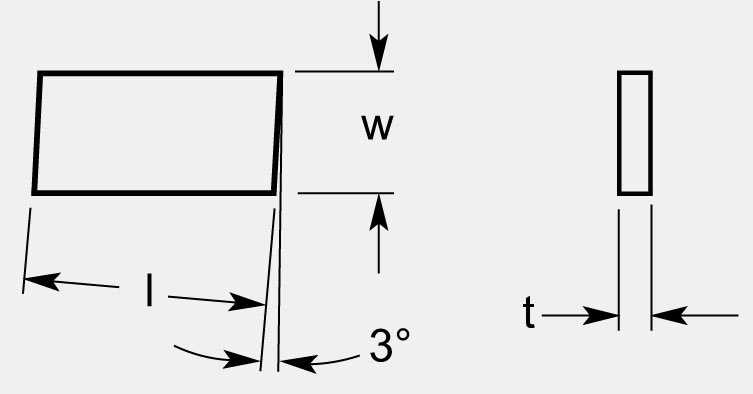 B - Parallelogram 82° 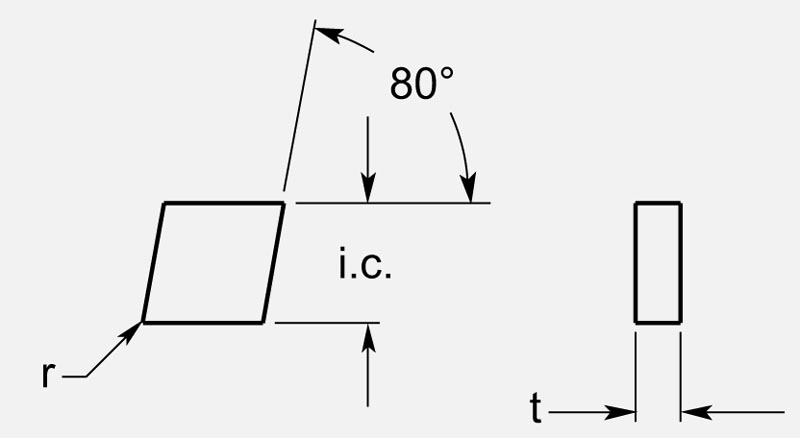 C - Diamond 80° 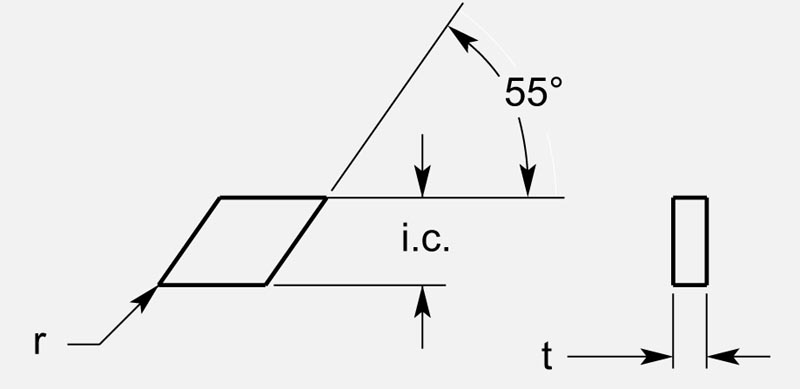 D - Diamond 55° 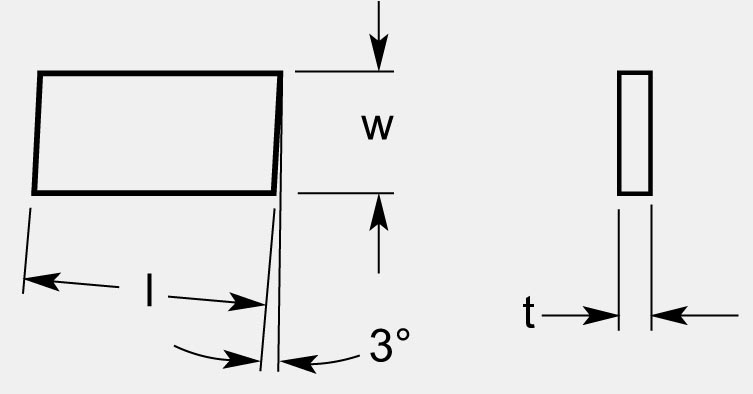 E - Parallelogram 55° 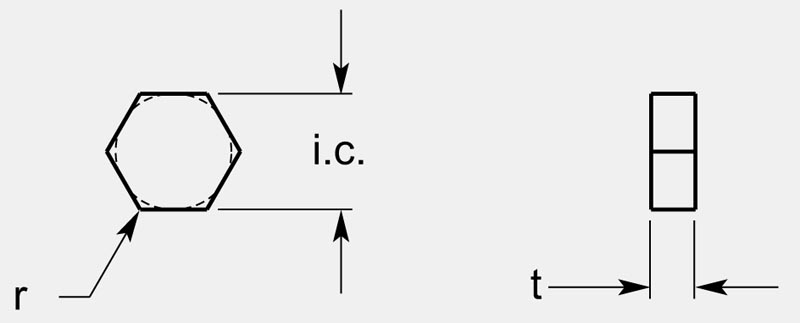 H - Hexagon 120° 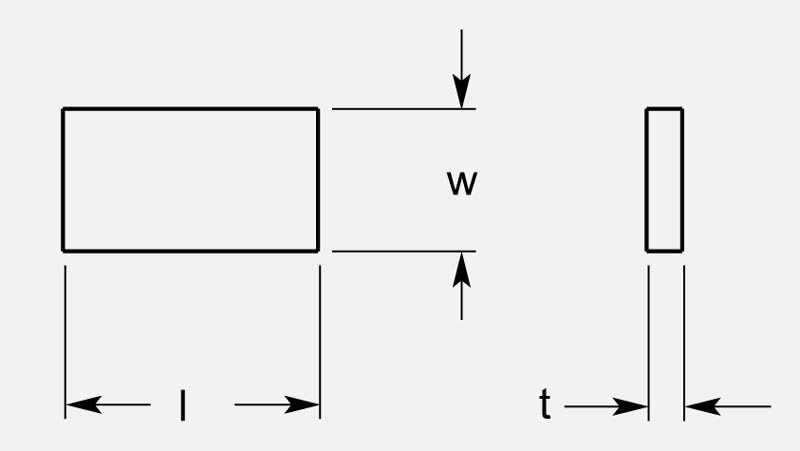 L - Rectangle 90° 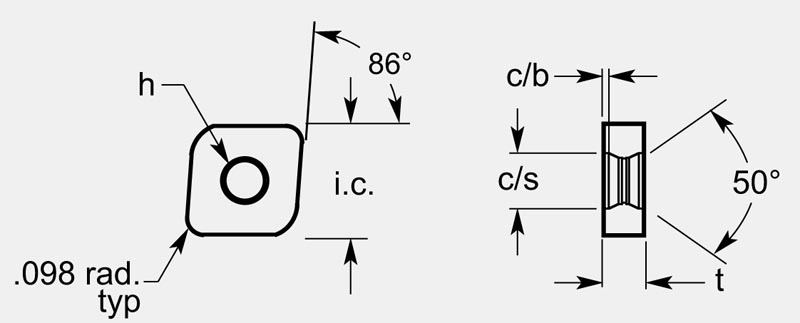 M - Diamond 86° 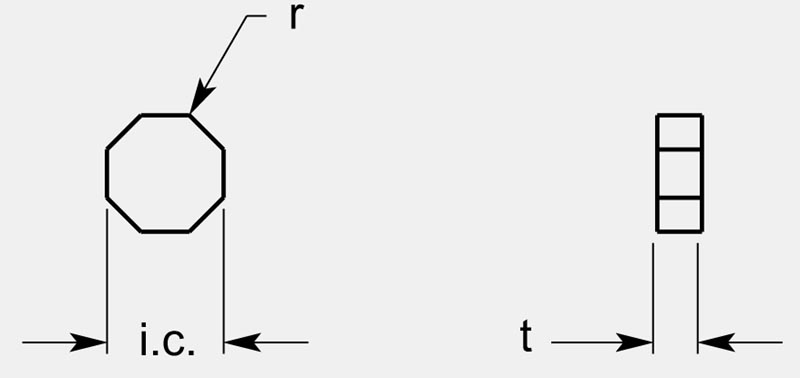 O - Octagon 135° 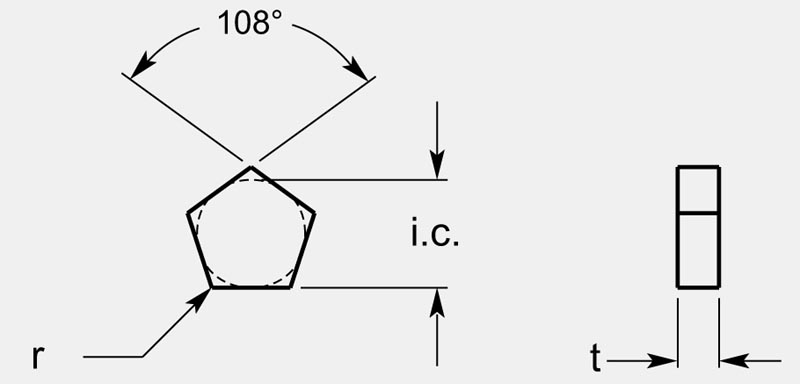 P - Pentagon 108° 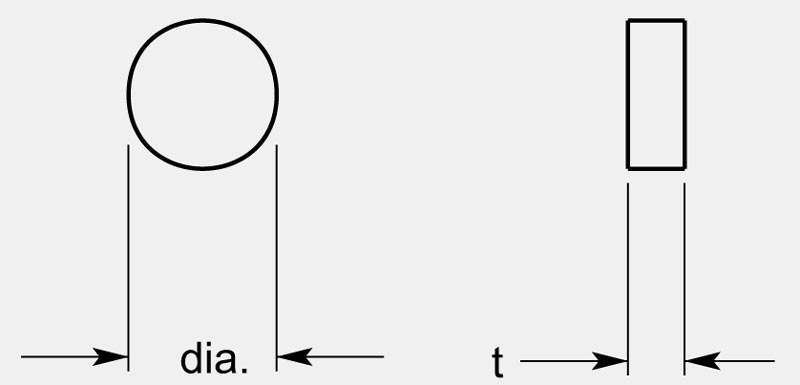 R - Round 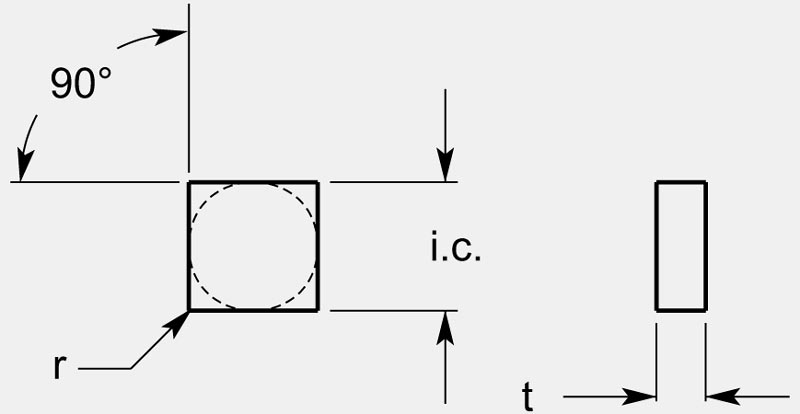 S - Square 90° 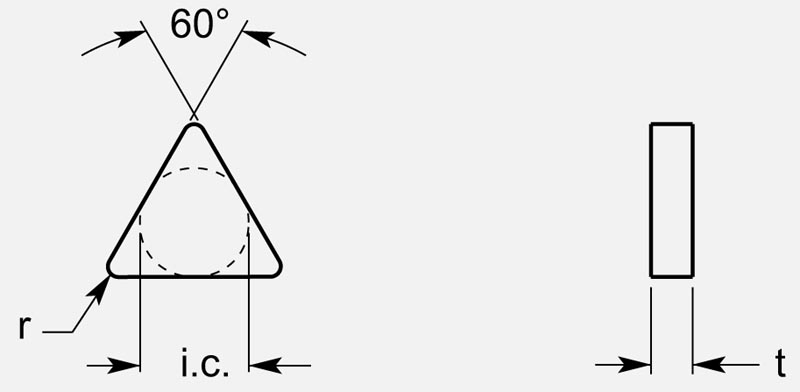 T - Triangle 60° 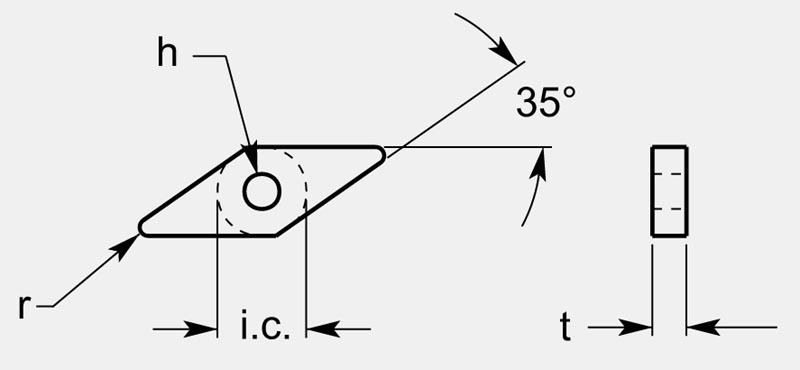 V - Diamond 35° 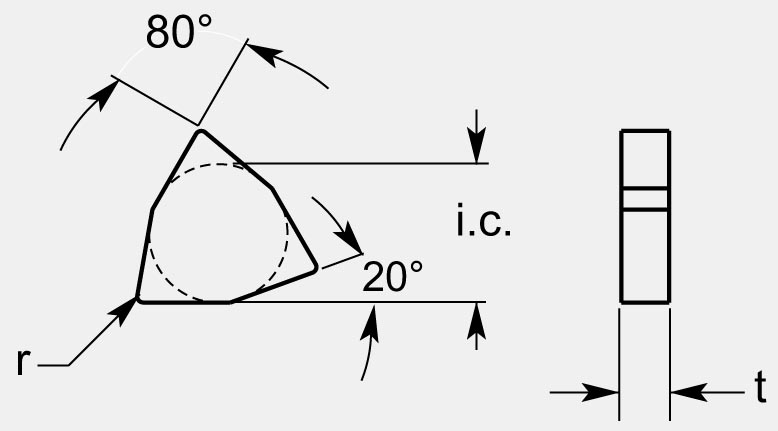 W - Trigon 80° |
Relief Angle |
N/A A - 3º B - 5º C - 7º D - 15º E - 20º F - 25º G - 30º N - 0º P - 11º |
| Blank Styles1 | N/A R - Blank with grind stock on all surfaces S - Blank with grind stock on top and bottom surfaces only |
Insert Type |
N/A
 A  b  N  R  T  W  X |
Size I.C. |
N/A 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 19 20 21 22 23 24 25 27 30 31 32 33 38 44 54 |
Thickness |
N/A 01 - 1.59 mm 02 - 2.38 mm 03 - 3.18 mm 04 - 4.76 mm 05 - 5.56 mm 06 - 6.35 mm 07 - 7394 mm 09 - 9.52 mm 11 - 11.11 mm 12 - 12.70 mm T0 - 1.00 mm T1 - 1.98 mm T3 - 3.97 mm |
Corner Radius |
N/A 01 - 0.1 mm 02 - 0.2 mm 04 - 0.4 mm 08 - 0.8 mm 12 - 1.2 mm12 16 - 1.6 mm 20 - 2 mm 24 - 2.4 mm 28 - 2.8 mm 32 - 3.2 mm Round Insert (Inch) Round Insert (Metric) |
-
1 I.C. GRIND STOCK ALLOWANCES
FOR I.C. SMALLER THAN 1" = 0.014 / 0.020
FOR 1" I.C. AND LARGER = 0.020 / 0.030
TRIANGLES = 0.017 / 0.030
I.C. TOLERANCES = ±0.002 - ±0.010
All grindstock allowance and tolerance ranges vary depending on blank size.
THICKNESS GRIND STOCK ALLOWANCES
FOR I.C. SMALLER THAN 1" = 0.010 /0.018
FOR 1" I.C. AND LARGER = 0.017 / 0.023
Variable thickness available on all negative peripheral blanks.